Venturi valves
Contents
Presentation

Attending to the global warming, in this project we want to combine our efforts to fight against the COVID-19 virus by creating a Venturi Valves system, used in the hospitals, which ones are starting to become scarce due to the number of patients. Due to this,we propuse to design and manufacture of said valves, using the 3D printing technology with the help of the UtopiaMaker community around the world.
Explanation
https://www.youtube.com/watch?v=UAEWFgHqWx8&feature=emb_rel_end
Designs and blueprints
Design repository link: https://www.thingiverse.com/thing:4230375/files
Beta version , rounded, printable without any support (nose up)
- File:Blanca 28 v3.stl - File:Naranja 31 v3.stl - File:Roja 40 v3.stl - File:Verde 60 v3.stl
Context
The main problem with th COVID-19 is the damage in the lungs, in short words this causes the alveoli get fill with mucous, hindering the breathing process (as a flu)

Lung

To help in the Breathing process, Venturi valves are used, and their function is increase air pressure and provide more oxygen to the patient, generating positive pressure.

Venturi Valves in a breathing mask

For their operation, these valves are based on the venturi effect and Bernoulli's fluid law.
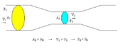
Venturi Effect
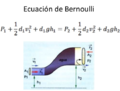
Bernoulli's equation

Analysis
In the next picture the breathing valve is show:

Diagram of the valve
- In the joint P2 there is a negative pression, it makes than the enveriromental air gets into the valve and mix with the oxygen, decreasing oxygen concentration.
- If the A2 air inlet area gets bigger, more ambient air will enter to the system, decreasing oxygen concentration.
Considerations
There are two different types of valves: adjustable O2 concentration and fixed concentration.

Adjustable O2 concentration

Fixed concentration


For design purposes, it is easier to have fixed concentration valves, which can be changed depending on the needs of each patient.The manufacturers of these valves present a table where they specify the oxygen concentration and the flow rate required that the oxygen must flow, depending on each type of valve, as shown below:
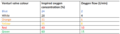
Table 1. Oxygen antibodies
The oxygen concentration depends mainly on the area A1, where the oxygen enters, and the area A2, where the ambient air enters.
Diagram of the valve
The next pictures will give us an idea of some important parameters to have in count:

Components

Hose and Valve

A 6mm diameter hose will be used for oxygen inlet and the output is for the breathing mask, that has a 22mm diameter hose. Taking in count this information, the next design suppositions can be made: A 6mm diameter hose will be used for oxygen inlet and the output will be for the breathing mask, that has a 22mm diameter. Taking in count this information, the next design suppositions can be made:
- As the hose is 6mm and assuming a wall thickness of 2mm, this would provide a diameter range for A1 between 4mm and 1mm; this taking into account that it is not possible to print a diameter smaller than 1mm with a conventional printer.
- With a larger diameter 1 (D1), there will be more oxygen flow to the valve, this as long as the air flow is higher.
- It is known that with a smaller A2 area, less ambient air will enter and the oxygen concentration will be higher, thanks to getting all the oxygen directly from the machine.
Diagram of the valve

diameter valves

With those assumptions, 4 types of valves were designed:
- White: oxygen concentrations expected between 24% and 28%
- Orange: oxygen concentrations expected between 29% and 31%
- Red: oxygen concentrations expected between 32 and 40%
- Green: oxygen concentrations expected between 41% and 60%
Being the expected values those shown in the table:
Table 2. Oxygen concentrations
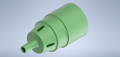
3D Designs
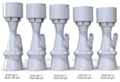
In the next picture are the designs made:


GREEN_60

RED_40

ORANGE_31

WHITE_28




First results
The white valve hole printed well, but the valve was damaged by removing the supports.

thumb

thumb

thumb



Due to this, lower density supports were generated. This improved the result, but the design needs to be improved; it is necessary to increase some thicknesses and smooth some surfaces to avoid effort concentrators.

thumb

thumb

thumb



printing must be done
- with the nose at first layers, like a bottle upside down, - with all the supports, - filling 100%, - and at low speed (30%) for the first part, for the second tubular part you can accelerate (50%). - one valve is almost 4h on dagoma disco easy 2000
It is better on the red valve because the hole is larger.

printed with support

red 60 valve

top hole is ok

inside ok




New designs - Version 2
Below are the new designs, which must be validated again:

thumb

thumb

thumb
thumb




Results version 2
The results obtained were satisfactory:

thumb

thumb

thumb

thumb

thumb





The next step is to be able to test our design on hospital respiratory equipment
printing parameters
The following parameters were used for the prints:

thumb

thumb

thumb



printing parameters
The following parameters were used for the prints:
thumb
thumb
thumb
Other designs
Around the world, many people is researching about 3d printed venturi valves; we share the Philip Kober designs, who propose another alternative:
thumb

thumb


we can find other devices for ventilators:
- Respirator divider: https://www.thingiverse.com/thing:4244632

thumb

thumb


Invitation

This project is still in development, but we want to invite all those who can help to join forces to combat this virus that is affecting the world, lets think collectively because only together we will succeed and with small actions, we will achieve great results.
Tasks
march 2020
| Date | Nom | Description | Temps | TS |
|---|---|---|---|---|
| 19/03 | GuiK | valve printing | 4 h | 12 TS |
| 19/03 | js | project translation | 1 h 20 min | 4 TS |
Project manager
| Maker | Image | Profile |
|---|---|---|
| Figueredo David |
